I was exploring my files & found this of possible interest to our DIYers & may be a deja vu, if so I blame it on my failing memory --
Side Lock Spring Welding - might best be titled 'Spring Restoration by Welding'. What we do is replace the broken flex arm of the spring by welding on a replacement - which may be your mfgr or a piece cut off another spring. Here primarily about flat 'V' springs in early pistol or rifle locks & carbon steel only, NOT stainless or modern alloy steel. The purpose of this is the saving of time & effort making a new spring from scratch.
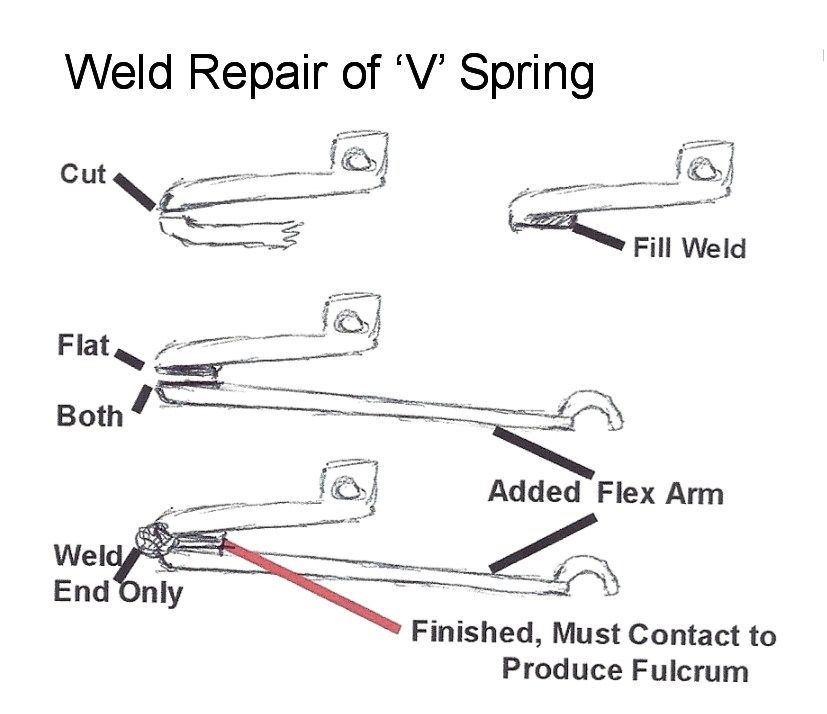
The flex part of the spring cannot be welded and retempered due to the heat of the weld destroying the carbon content. So I weld where it is stationary, that part of the spring that positions and holds the flexing portion & the very end of the flex portion.
For this repair it may be necessary to build up the stationary portion for a little more material. I produce a flat area on both the stationary piece and on the flex piece and weld the outer end only. The flat facing areas become, in effect, a "fulcrum", stationary and away from the heat of the weld about quarter inch away. With the fulcrum point distanced from the actual weld, normal tempering works. This shortens the spring somewhat which would give it more spring force and possibly over-tax its strength. I carefully thin the spring either in thickness or width (or both) to relieve some tension.
I usually make the new attach piece which is much easier and quicker than making an entire spring. In a few instances I have cut the desired piece off another old spring.
''
I use a MIG welder which produces a local heat. In the past I used a stick arc welder doing the same kind of repair on big mainsprings for military pieces. Gas welding would produce too much general heat but might work by re-tempering the whole spring.
Tempering a spring, it is first heated red and quenched to make it glass-hard. Then I put about a teaspoon of oil in a small pan made from the bottom of a tin can, put in the hard spring, heat the underneath enough to get the oil to burn - and let it burn off. When it cools, I have my spring.
There are a lot of sources for spring steel material. I make springs of old kitchen knife blades and old carpenter saws, they can be quenched in water. Old files are a source of spring steel too. I once made a spring almost quarter inch thick for a wheel lock from an old file.
Ideal is SAE 1095 steel, often called clock spring steel, is quenched it in oil to avoid crack propagation.
The oil I use is SAE 30.