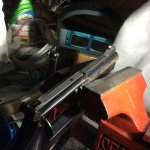
Found a Pre-17 with a bulged barrel and wanted a handy .22 for carrying when I hunt. Wanted to do a project to fill time in the day being retired. Some of you have done some cool projects over the years and figured it’s my turn. Should have started this a month ago when I had the barrel cut. A retired machinist bandsaw’d the Barrel at 3” and put it on a mill to square it off. The only tools I have are a vise, some files, drill, a Dremel, very basic hand tools. Worked on the muzzle with a safe file and filed the rib back some. Used a brass screw and grinding compound from the hardware to do the center of the muzzle and will file the outside edge with a file to make it look somewhat factory. Andy Horvath does a great looking factory muzzle.
Had to fit an ejector I had to the cylinder, the timing was way off. Today the butt got rounded with a hack saw and some files. So far the grips fit the frame pretty nicely. The grips were salvaged from a set of hacked N frame sq and made to K round. It’s coming along.
Question for the experts. I want to put the serrations back where I filled the butt round, BGRAFSR lent me some metal checkering files. How do I set up a guide to keep the lines straight?? The checkering files sure seem to want to wander when I try freehand. I did body work for a living so I have some knowledge forming lines. Larry
Had to fit an ejector I had to the cylinder, the timing was way off. Today the butt got rounded with a hack saw and some files. So far the grips fit the frame pretty nicely. The grips were salvaged from a set of hacked N frame sq and made to K round. It’s coming along.
Question for the experts. I want to put the serrations back where I filled the butt round, BGRAFSR lent me some metal checkering files. How do I set up a guide to keep the lines straight?? The checkering files sure seem to want to wander when I try freehand. I did body work for a living so I have some knowledge forming lines. Larry
Attachments



Last edited:







") What are you planning on doing for the barrel on this project?
What are you planning on doing for the barrel on this project? ")
